


EP6 Passivation คืออะไร
ช่วยป้องกันการกัดกร่อนอย่างไร
Passivation คือ เป็นกระบวนการทางเคมีที่กระตุ้นทำให้เกิดการสร้างฟิล์มบางๆ (Passive Film) เคลือบผิวชิ้นงาน เพื่อเพิ่มความต้านทานต่อการกัดกร่อน
อ้างอิง รูป : https://www.iqsdirectory.com/articles/stainless-steel-tank.html
Passivation ช่วยป้องกันการกัดกร่อนอย่างไร
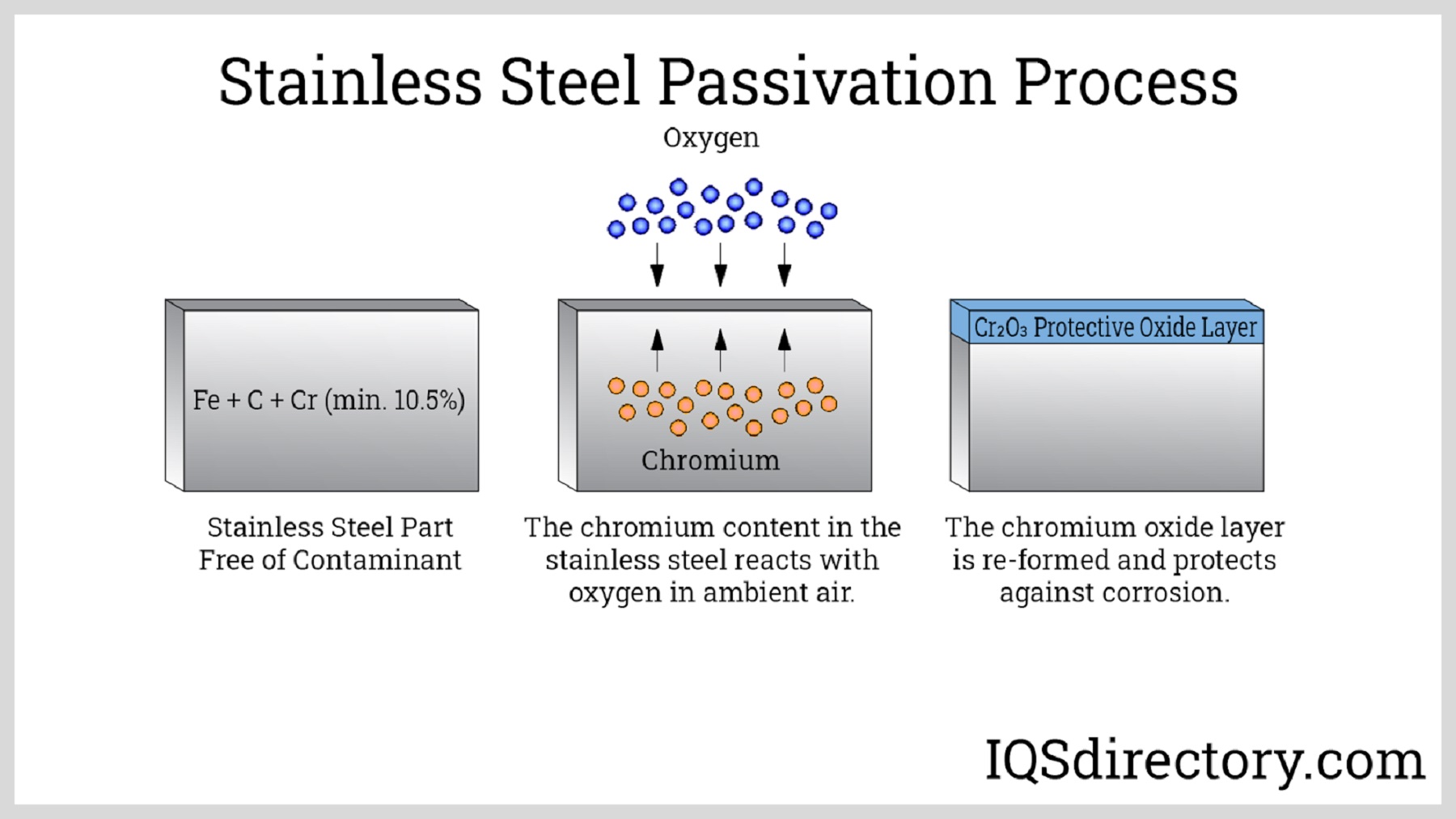
โดยปกติแล้วพื้นผิวของสแตนเลส จะมี Passive Film เกิดขึ้นเองอยู่ที่พื้นผิวเพื่อต้านทานการกัดกร่อน เมื่อนำสแตนเลสมาขึ้นรูปเป็นชิ้นงาน Passive Film นี้อาจจะถูกทำลายจากความร้อนและกระบวนการขึ้นรูป รวมถึงระหว่างการใช้งานอาจจะมีการสัมผัสกับวัตถุดิบที่มีฤทธิ์ในการกัดกร่อนอยู่เป็นเวลานานทำให้ Passive Film เกิดการถูกทำลายไปเรื่อยๆ
เพื่อเป็นการคืนสภาพพื้นผิวของสแตนเลสให้กลับมาเป็นปกติที่มีสภาพทนทานการกัดกร่อน การทำ Passivation จะทำให้โครเมียมที่ผิวเกิดการรวมตัวกับอ๊อกซิเจนในอากาศกลายเป็น Chromium oxide หรือ Passive Film ได้อย่างรวดเร็ว ช่วยป้องกันให้พื้นผิวสแตนเลสเกิดความทนทานต่อการกัดกร่อนอีกครั้ง
วิธีการทำ passivation
การทำ passivation ประกอบด้วย 3 ขั้นตอน ดังนี้
1. การทำความสะอาดผิว
ชิ้นงาน stainless steel ต้องถูกทำความสะอาดทั่วผิวงาน ซึ่งคือการขัดเอาฟิล์มเก่าออกหมดแล้ว ตามด้วยการขัดให้ผิวเรียบให้ได้ระนาบ เพื่อกำจัดสิ่งสกปรกและคราบน้ำมัน เพราะว่าสิ่งสกปรกนี้จะทำปฏิกิริยากับกรดไนทริก ทำให้เกิดฟองอากาศสะสมที่ผิวชิ้นงาน ทำให้ขัดขวางการเกิด passivation แล้วล้างให้สะอาดด้วยตัวทำละลาย (solvent cleaning) ตามด้วย alkaline cleaning แล้วล้างด้วยน้ำ (rinsing)
2. Passivation
คือ การกระตุ้นสร้างชั้น passive film โดยนำชิ้นงานไปแช่ในอ่างกรด หรือ ถ้าเป็นถัง ต้องใช้ spray ball ในการสเปย์สารละลายกรด circulate อย่างต่อเนื่อง เพื่อกระตุ้น passive film โดยจะมีกรรมวิธีที่แตกต่างกัน ขึ้นอยู่กับชนิดของ stainless steel ดังนี้
- Austenitic stainless steel (series 300) และ Stainless steel ที่มีส่วนผสมของโครเมียม > 17% (ยกเว้น 440 series) จะใช้กรดไนทริกความเข้มข้น 20% โดยปริมาตรที่อุณหภูมิ 50-60 องศาเซลเซียส เป็นเวลา 30 นาที
- Stainless steel ที่มีส่วนผสมของโครเมียม 12-14% และ ที่มีส่วนผสมของคารบอนสูง/โครเมียมสูง ( 440 series) จะใช้กรดไนทริกความเข้มข้น 20% โดยปริมาตร ผสมกับสารละลายโซเดียมไดโครเมด ที่อุณหภูมิ 50-60 องศาเซลเซียส เป็นเวลา 30 นาที
- Precipitation hardening stainless steel จะใช้กรดไนทริกความเข้มข้น 50% โดยปริมาตร ที่อุณหภูมิ 50-60 องศาเซลเซียส เป็นเวลา 30 นาที
3. การล้างด้วยน้ำ (rinsing)
หลังจากเสร็จขั้นตอนที่ 2 แล้วจึงควรล้างด้วยน้ำทันที และตามด้วยการนำไปอบแห้ง
ถ้าเป็นถังให้ drain น้ำที่ ล้างออกให้หมด ปล่อยให้ อากาศถ่ายเท โดยการเปิด manhole , outlet ให้อากาศถ่ายเทให้ผิวถังให้แห้งแล้วปล่อยให้ฟิล์มใหม่ เกิดขึ้นอย่างช้าๆ ในอากาศ ซึ่งมีออกซิเจนและความชื้นอยู่แล้ว